Farby proszkowe są bezrozpuszczalnikowymi materiałami powłokowymi, które stosuje się do wysokowartościowego przemysłowego pokrywania powierzchni. Do ich produkcji klienci oczekują kompaktowego, zajmującego niewiele miejsca i łatwego w utrzymaniu systemu, który można łatwo czyścić. Równie ważna jest ochrona przed zużyciem i możliwie jak największa energooszczędność procesu. Produkt końcowy musi być stabilnym, bezpyłowym granulatem o docelowym rozkładzie wielkości cząstek. Maszyny i systemy firmy Hosokawa Alpine doskonale spełniają te wymagania klientów.
Podstawowa zasada działania procesu przetwarzania farb proszkowych pozostała w dużej mierze niezmieniona od lat 1960-tych XX wieku. Nasza technologa mielenia i przetwarzania była jednak stale optymalizowana, a tym samym stale wzrastały wymogi jakościowe.
Typowe produkty do malowania proszkowego
Epoksydowa farba proszkowa
Poliuretanowa farba proszkowa
Poliestrowa farba proszkowa (TGIC i bez TGIC)
Hybrydowa farba proszkowa
Akrylowa farba proszkowa
Ultracienkowarstwowa farba proszkowa
Mielenie farb proszkowych za pomocą młynów klasyfikacyjnych z serii ACM
Młyny klasyfikacyjne ACM zostały opracowane w celu spełnienia wyrażanych często wymagań dotyczących minimalnych czasów czyszczenia w produkcji farb proszkowych. ACM EC (Easy Clean) i ACM EC-CL (Classifier Direct Drive) zostały zaprojektowane właśnie do takich zastosowań. Dzięki użyciu nowych elementów udarowych E3 Beater można osiąga się wzrost wydajności nawet o 20% w porównaniu z istniejącymi młynami klasyfikacyjnymi ACM. W wyniku oszczędności energii koszty produkcji są zredukowane do minimum.
Dla wymagających produktów specjalnych: wysokowydajny klasyfikator cyklonowy (HECC) bezproblemowo przełącza się pomiędzy trybem cyklonowym i pracą klasyfikatora
Do odpylania farb proszkowych zawierających dwutlenek tytanu: ultradokładny klasyfikator TSP zapewnia najwyższą ostrość separacji i dokładne czyszczenie
Zwiększenie wydajności i zmniejszenie zużycia energii: dzięki nowym elementom udarowym ACM (E3 Beater).
Do projektowania systemów bezciśnieniowych: Seria ACM NEX
Ponad 700 systemów zainstalowanych na całym świecie
„Easy Clean”: Szczególnie nadaje się do przypadku częstej zmiany produktów
Przetwarzanie dla szerokiego zakresu właściwości farb proszkowych
Zagęszczanie drobnego pyłu: możliwość recyklingu in-line
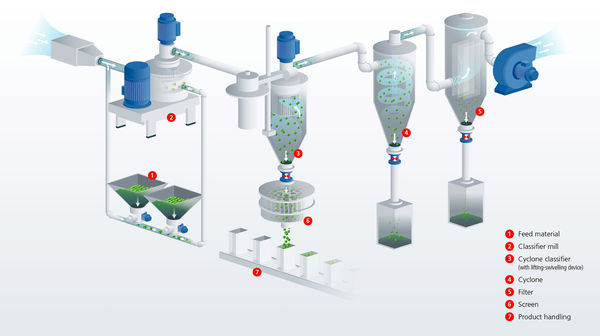
System ACM do przygotowania farb proszkowych
z klasyfikatorem cyklonowym (opcjonalnie) i oddzielaczem cyklonowym
ACM EC-CL
dla bardzo łatwego czyszczenia
ACM EC (Easy Clean) został opracowany, aby sprostać wymaganiom dotyczącym minimalnego czasu czyszczenia. Obudowa młyna jest wykonana jako system dwukomorowy. Oznacza to, że 70% elementów wyposażenia młyna można łatwo zdemontować bez użycia narzędzi.
Zalety nowej konstrukcji:
Szczególnie przydatna w przypadku częstej zmiany produktów
Czyszczenie trzy razy szybsze niż w przypadku porównywalnych młynów lub starszych modeli
Bijak E3: Zwiększenie wydajności i zmniejszenie zużycia energii
dzięki nowym elementom udarowym ACM
Użycie nowych elementów udarowych E3 Beater pozwala na wzrost wydajności nawet o 20% w porównaniu z obecnymi młynami klasyfikacyjnymi ACM. W wyniku oszczędności energii można znacznie obniżyć koszty produkcji.
Geometria elementu udarowego E3 dwukrotnie zwiększa efektywność procesu rozdrabniania, ponieważ oprócz intensywności naprężeń zoptymalizowana została również ich częstotliwość. Ponieważ zminimalizowany został przepływ stagnacyjny do wewnątrz, który hamuje wydajność, optymalne jest wykorzystanie energii przez elementy udarowe. Efekt: zmniejszone jednostkowe zużycie energii.
Możliwość zwiększenia przepustowości nawet o 20%
Niska zawartość frakcji drobnej
Redukcja nadziarna
Mniejsze zużycie energii
Redukcja hałasu
Ochrona przed zużyciem
Wystarczy modernizacja!
Posiadasz już młyn klasyfikacyjny ACM firmy Hosokawa Alpine do produkcji farb proszkowych? Więc możesz go po prostu tylko zmodernizować! Inwestycja w bijak E3 często amortyzuje się już w ciągu jednego roku. Prosimy o kontakt z naszym serwisem BLUESERV.
Klasyfikator cyklonowy do skutecznego odpylania
łatwa i elastyczna zmiana
Klasyfikator cyklonowy Alpine HECC
Nowa generacja wysokowydajnych klasyfikatorów cyklonowych (HECC) łączy w sobie najwyższy uzysk materiału gruboziarnistego przy efektywnym odpylaniu w trybie klasyfikacji i zoptymalizowane wskaźniki separacji w trybie cyklonowym.
Zalety nowej konstrukcji
Zautomatyzowany mechanizm podnosząco-obracający
Łatwe przełączanie pomiędzy pracą klasyfikatora i trybem cyklonowym
Brak wbudowanych elementów, dzięki czemu proste i szybkie czyszczenie
Zalety klasyfikatora cyklonowego w działaniu
Bezstopniowa redukcja zawartości drobnych cząstek
Wąski rozkład wielkości cząstek
Wysoka ostrość separacji
Ultracienkowarstwowa farba proszkowa za pomocą młyna przeciwstrumieniowego ze złożem fluidalnym AFG
Zmniejszone zużycie energii, zwiększona wydajność systemu
Dzięki młynowi przeciwstrumieniowemu ze złożem fluidalnym AFG można uzyskać niezwykle precyzyjny i jednolity rozkład wielkości cząstek dla ultracienkowarstwowa farba proszkowa o d50 < 10 µm i d90 < 20 µm. Produkcja na takim poziomie rozdrobnienia w młynie strumieniowym AFG pozwala spełnić wymagania stale rozwijającej się technologii powlekania powierzchni. Dzięki ultracienkiej powłoce proszkowej można nakładać cieńsze warstwy proszku z całkowicie zamkniętymi i jednolitymi powłokami oraz przy niższych temperaturach utwardzania. Prowadzi to do zwiększenia wydajności i obniżenia kosztów energii.
Zestawienie wszystkich korzyści
Do cienkowarstwowych powłok proszkowych (20–30 µm)
Do produktów wrażliwych na wpływ temperatury
Maksymalna redukcja drobnego pyłu poniżej 10 µm < 2%
Ultradokładny klasyfikator dla najwyższej jakości odpylania
do farb proszkowych zawierających dwutlenek tytanu
Klasyfikator powietrzny Alpine TSP
Klasyfikator powietrzny TSP został specjalnie zaprojektowany do wymagających zadań klasyfikacji. Oprócz maksymalnej ostrości separacji, w centrum uwagi znalazły się takie aspekty jak obsługa, bezpieczeństwo oraz koszty eksploatacji i instalacji.
Zestawienie wszystkich korzyści
Krytyczna zawartość ultradrobnych cząstek < 10 µm wynosi < 1% po klasyfikacji za pomocą klasyfikatora powietrznego TSP
Prowadzenie produktu bez mieszania wstecznego zapewnia wysoką jakość odpylania
Podnoszona obudowa zapewnia optymalny dostęp
Łatwe i szybkie czyszczenie podczas wymiany produktu minimalizuje okresy przestoju
Szczególnie nadaje się do klasyfikacji tonerów i pigmentów, jak również do odpylania farb proszkowych zawierających dwutlenek tytanu
Najwyższa ostrość separacji
ACM NEX
z innowacyjną koncepcją ochrony do produkcji farb proszkowych
Nowe młyny klasyfikacyjne serii ACM NEX oferują liczne korzyści płynące z uproszczonej konstrukcji – i są przy tym zgodne z dyrektywą ATEX oraz przetestowane pod kątem ochrony przeciwwybuchowej. Wyjątkowość tej koncepcji: bezciśnieniowa konstrukcja dzięki unikaniu czynnych źródeł zapłonu. Eliminuje to potrzebę stosowania elementów systemu odpornych na wstrząsy ciśnieniowe oraz ich corocznej konserwacji i kontroli. Umożliwia to jeszcze bardziej kompaktową instalację i obsługę poszczególnych komponentów systemu, co z kolei prowadzi do skrócenia czasu czyszczenia
Najważniejsze korzyści:
Bezciśnieniowa konstrukcja dzięki unikaniu czynnych źródeł zapłonu
Zgodność z ATEX i kontrola pod kątem ochrony przeciwwybuchowej
Sprawdzone przez europejski organ certyfikujący Bureau Veritas: możliwość stosowania do standardowych i akrylowych farb proszkowych
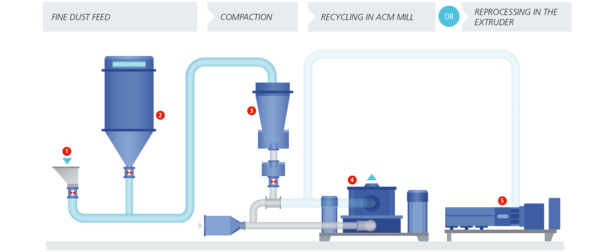
Drobny pył, który powstaje podczas produkcji farby proszkowej, może być dalej przetwarzany za pomocą technologii zagęszczania. Zagęszczanie farby proszkowej na prasach walcowych może umożliwić dalszy proces obróbki drobnego pyłu. Proces ten, zwany recyklingiem inline (w obrębie linii produkcyjnej) lub offline (poza linią), zmniejsza ilość odrzutów i tym samym zwiększa wydajność produkcji.
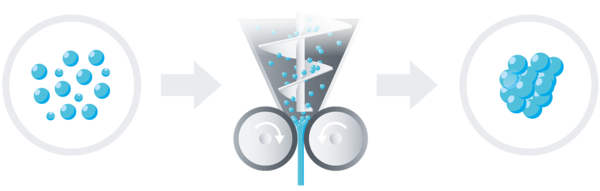
Proces zagęszczania: granulacja na sucho – od proszku do granulek lub wiórków
Zagęszczanie proszku przez dwa przeciwbieżnie obracające się walce
Aglomeracja zachodzi dzięki wiązaniu cząsteczek pod wpływem nacisku mechanicznego
Prasa walcowa jest przeznaczona do zagęszczania. Drobny pył zgromadzony w workach Big Bag można doprowadzać w trybie offline lub bezpośrednio w trybie inline z filtra pyłu resztkowego do leja zasypowego prasy walcowej. Mieszadło lub dysze wibracyjne nad ślimakiem dozującym zapobiegają zbrylaniu się drobnego pyłu. Poziomy przenośnik ślimakowy można wyposażyć w podciśnieniowy system wentylacyjny, aby zwiększyć wydajność ślimaka i przepustowość prasy walcowej. Materiał jest zagęszczany do postaci płatków przez dwa przeciwbieżne walce pod naciskiem mechanicznym. Po zagęszczeniu materiał jest rozdrabniany przez kruszarki walcowe do pożądanej wielkości płatków lub granulatu, a następnie doprowadzany bezpośrednio do procesu mielenia lub do worków Big-Bag do dalszego przetwarzania w wytłaczarce.
W zależności od materiału wsadowego i jego uziarnienia można osiągnąć wydajność prasy walcowej ARC serii L lub K między 80 a 150 kg/h.





![[Translate to Polskie:]](/fileadmin/_processed_/e/7/csm_ACM-40-CL_7a8abe7599.png "[Translate to Polskie:]")