Mielenie na sucho za pomocą młynów strumieniowych
Młyny strumieniowe dla stopni rozdrobnienia 2-5 µm (średnia średnica ziarna) są używane na całym świecie w standardowych zastosowaniach.
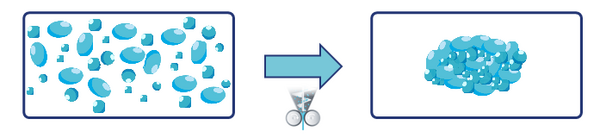
Nasz młyn przeciwstrumieniowy ze złożem fluidalnym TDG i zamontowanym, obustronnie ułożyskowanym kołem TTD ma tę zaletę, że może wytwarzać cząstki o grubości < 1 µm przy zachowaniu laminarnej struktury cząstek.
Praca pod wysokim ciśnieniem w wysokich temperaturach skutkuje najlepszą możliwą wydajnością, a tym samym optymalnym zużyciem energii. W zależności od pochodzenia i właściwości wstępnie zmielonego surowca, na przykład na urządzeniu 500/800 TDG można uzyskać stopnie rozdrobnienia 0,7 µm przy wydajności do 0,5 t/h.
Dodawanie silanów poprzez natryskiwanie do zbiornika mielącego jest już powszechnym sposobem działania, w zależności od wymagań.
Mielenie na mokro za pomocą młynów kulowych z mieszadłem
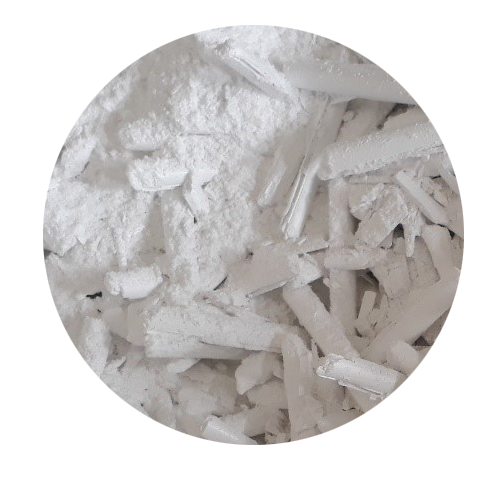
Wzmocnione mieszanki są wymagane w przemyśle tworzyw sztucznych, zwłaszcza w przemyśle samochodowym. Talk jako wypełniacz musi zatem charakteryzować się bardzo wysoką laminarnością.
W porównaniu z mieleniem suchym strumieniem wymóg ten może być spełniony w młynach do mielenia na mokro. Młyny te są z powodzeniem stosowane. Zaletą naszego ANR-CL jest napęd składający się z czterech pojedynczych silników z regulacją częstotliwości, które w przypadku awarii jednego z nich mogą być nadal eksploatowane indywidualnie.
Pionowy młyn do mielenia na mokro Alpine ANR-CL uzyskuje wysoką laminarność i wysokie stopnie rozdrobnienia przy niskiej prędkości obwodowej i dlatego ma znaczną przewagę energetyczną.
W zależności od uziarnienia materiału wsadowego – im drobniejsze, tym korzystniejsze – potwierdzono wartości energetyczne rzędu 60 Kwh/t przy d50 wynoszącym 2 µm*.
*Uwaga: podane w µm stopnie rozdrobnienia odnoszą się do pomiarów na analizatorze Sedigraph.
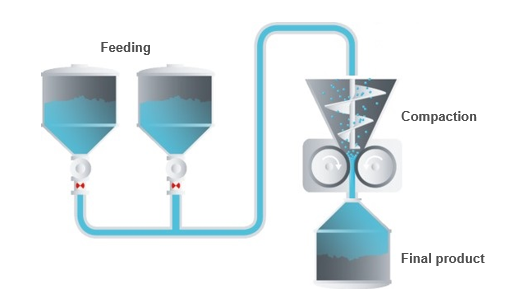
A whole range of problems can arise when processing fine particles. Due to their low bulk density, these particles have poor flowing properties, and separation during handling is also difficult. In addition, there is a risk of dust explosion. One way to prevent these problems is to compact them. This results in the following advantages:
- Continuous process
- Low energy consumption
- lower moisture load of hydrolysis-sensitive particles
The compaction process can be integrated into (existing) process chains.
The Kompaktor is designed for the de-aeration of talc (densification). A high bulk density without creation of hard spots will be achieved during the densification process. The powder will be fed into a large silo above a horizontal screw. An agitator or vibration nozzles above the screw prevent any bridging of the light talc powder. The horizontal screw has a vacuum de-aeration system for increasing the efficiency of the screw and increasing the throughput of the Kompactor. The talc will be compacted to soft flakes in the roller gap of the Kompaktor. After compaction the material is normally packed into silos or normal bags.